Best Steam Condensate Pump Options for Global Buyers?
Choosing the right steam condensate pump is essential for various industries. These pumps play a key role in managing steam systems efficiently. A reliable steam condensate pump not only improves system performance but also reduces waste.
There are many options available in the market today. Each option comes with its own set of advantages and challenges. It can be overwhelming for global buyers to navigate these choices. Understanding the specific needs of your system is crucial to making an informed decision.
Investing in a high-quality steam condensate pump can yield significant long-term benefits. However, buyers should be aware of their unique requirements and limitations. Popular brands may not always guarantee compatibility or efficiency. Thus, careful research and consideration are needed to select the best option for your business needs.
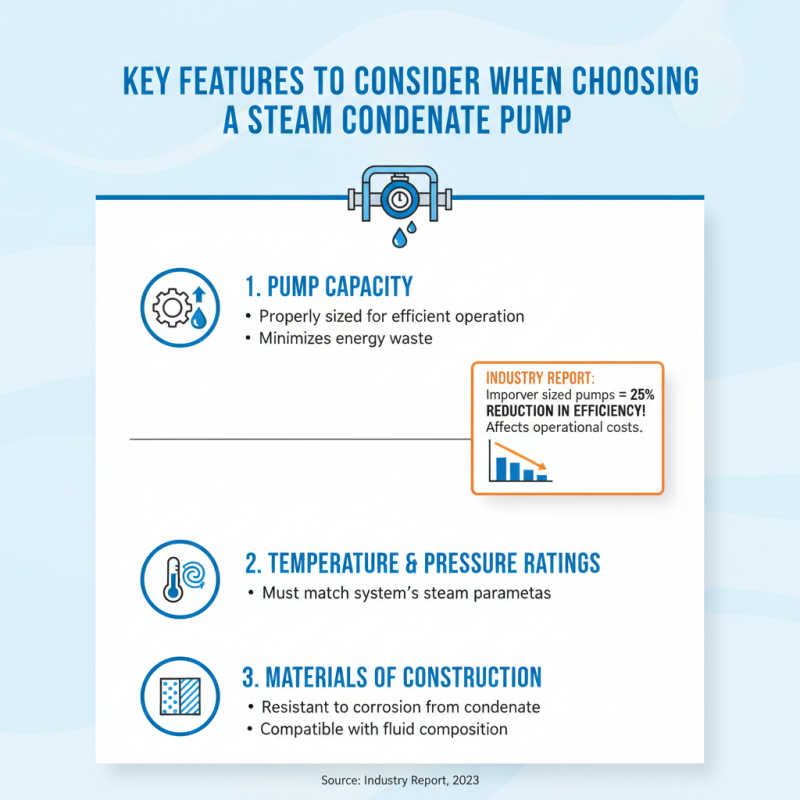
Key Features to Consider When Choosing a Steam Condensate Pump
When selecting a steam condensate pump, there are several key features that buyers must evaluate. First, consider the pump's capacity. A properly sized pump ensures efficient operation and minimizes energy waste. According to a recent industry report, improperly sized condensate pumps can lead to a 25% reduction in efficiency. This inefficiency can significantly increase operational costs over time.
Another crucial aspect is the material of construction. The pump should be made from corrosion-resistant materials for longevity, especially in demanding environments. Many pumps utilize stainless steel or cast iron for durability. It’s important to assess the compatibility with the steam and condensate they will handle. Moreover, maintenance ease is essential for reducing downtime. A design that allows quick access for servicing can save valuable time.
Pressure rating is also vital. Ensure the pump can handle the specific pressure levels of your system. Overlooking these specifications may lead to pump failure. A report from a leading engineering organization highlighted that 30% of system failures were due to inadequate pressure ratings. Choosing the right steam condensate pump requires careful thought. Evaluating these features ensures reliable performance in various applications.
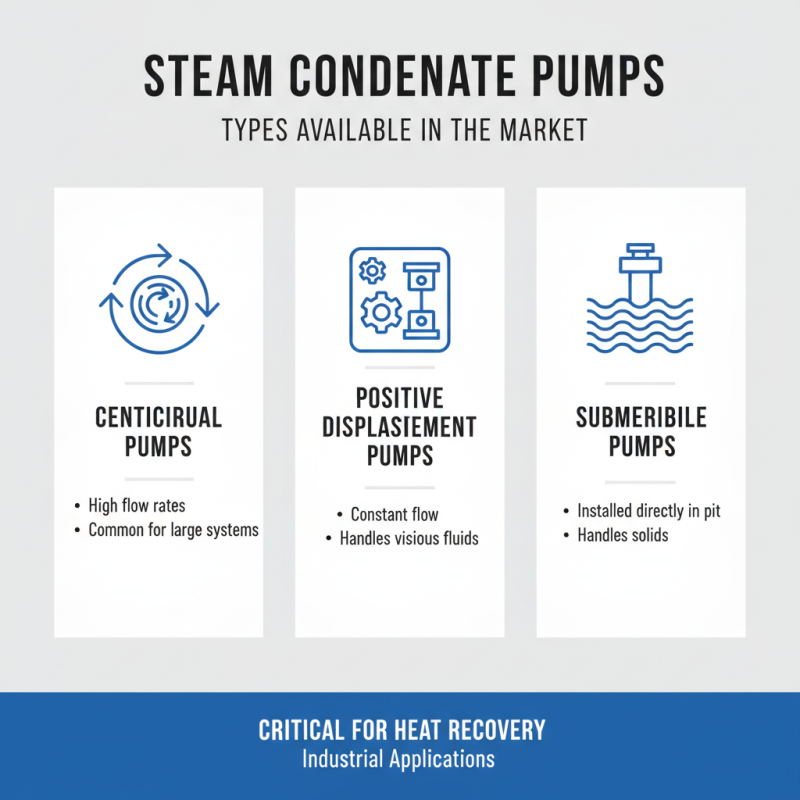
Types of Steam Condensate Pumps Available in the Market
When exploring the types of steam condensate pumps available in the market, buyers should consider several key options. These pumps are critical for effective heat recovery in industrial applications. The most common types include centrifugal pumps, positive displacement pumps, and submersible pumps. Each type operates under different principles, fitting various needs.
Centrifugal pumps are widely used due to their efficiency. They rely on rotating impellers to move condensate. This pump type often handles large volumes with ease. Positive displacement pumps, on the other hand, are excellent for low flow at high pressure. They work by trapping a fixed amount of fluid and forcing it through the discharge. Lastly, submersible pumps are ideal for applications where the pump must be submerged in the condensate itself.
**Tips:** Always consider your system's specific needs. Evaluate the required flow rate and pressure before selecting a pump. Additionally, understand the maintenance needs of each pump type. This will help avoid unexpected downtime and costly repairs. Ensure you also think about the energy efficiency of your choice.
Top Brands and Manufacturers for Steam Condensate Pumps
When searching for the best steam condensate pump options, understanding the leading brands and manufacturers is crucial. These companies create reliable pumps designed for efficiency and durability. Many utilize advanced materials and technologies, enhancing performance in various industrial applications. Attention to detail can significantly impact the longevity and efficiency of a system.
Tips: Always consider the specific needs of your operation. Analyze factors such as fluid temperature and discharge pressure. Not all pumps will meet high demands. It’s crucial to review performance ratings and user feedback before making a decision.
Some manufacturers may have notable reputations. Still, each client has unique requirements. The absence of a one-size-fits-all solution means considerations go beyond brand names. Always weigh the pros and cons carefully. A sometimes overlooked aspect is the availability of spare parts and service support. This can affect long-term operational costs and downtime.
Best Steam Condensate Pump Options for Global Buyers
| Model |
Power (kW) |
Flow Rate (m³/h) |
Max Head (m) |
Material |
Operating Temperature (°C) |
| Model A |
5.5 |
10 |
30 |
Cast Iron |
150 |
| Model B |
7.5 |
15 |
40 |
Stainless Steel |
180 |
| Model C |
3 |
8 |
20 |
Plastic |
120 |
| Model D |
10 |
20 |
50 |
Bronze |
200 |
Comparative Analysis of Performance and Efficiency Ratings
When selecting steam condensate pumps for industrial applications, performance and efficiency ratings are critical. A recent report by the International Association for the Engineering of Systems (IAES) indicates that the efficiency of these pumps can vary significantly. Some models achieve 85% efficiency, while others drop below 70%. This disparity highlights the importance of thorough comparative analysis before making a procurement decision.
Several factors contribute to efficiency ratings. The design, material quality, and maintenance practices play vital roles in pump performance. Pumps made from stainless steel tend to resist corrosion better and maintain efficiency over time. According to the Pump Systems Optimization Guide, pumps that are regularly maintained can improve efficiency by an average of 15%. This data also underscores the need for buyers to consider maintenance history in their evaluations.
Furthermore, understanding the application-specific requirements is essential. Pumps intended for high-temperature environments may need different features compared to those used in moderate settings. Each application presents unique challenges, influencing a pump's effectiveness. Buyers must reflect on these aspects, ensuring their choice aligns with operational needs and safety standards.
Best Steam Condensate Pump Options for Global Buyers
Maintenance Tips for Maximizing Pump Lifespan and Performance
Maintaining steam condensate pumps effectively is paramount for operational efficiency. Regular inspections are essential. According to industry reports, about 20% of pump failures stem from inadequate maintenance practices. Scheduling routine checks can help identify issues early. Consider monitoring vibration levels. Excessive vibrations often indicate underlying problems that need immediate attention.
Proper lubrication is critical. Most pumps require specific lubricants to function optimally. Over time, lubricants can degrade, leading to increased wear. Regularly changing lubricants can prevent costly breakdowns. It's advisable to adhere to the manufacturer's specifications regarding lubrication intervals. Moreover, keep an eye on sealing mechanisms. Worn seals can cause leaks, resulting in steam loss. This not only wastes energy but also decreases system performance.
Incorporating condition monitoring tools can enhance reliability. These tools provide insights into operational performance. However, not all plants utilize such technologies due to budget constraints. Many still rely on outdated maintenance practices. As a result, they face unexpected downtimes. Investing in modern monitoring can seem daunting but pays off in the long run. Engaging with professionals for training can foster a culture of proactive maintenance.